Pretend engineering
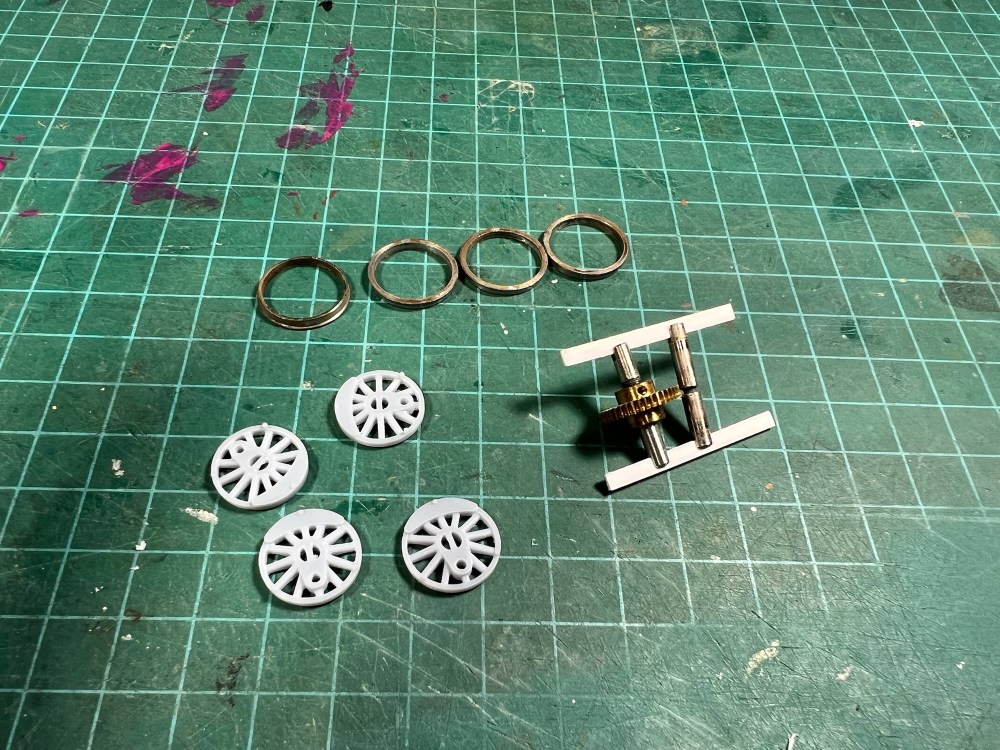
Before we proceed to make a decision about the best path forward for attaching wheels to axles here in North Vancouver, I have one more round of experiments to share. I still believe that a keyed wheel will be superior in holding onto the axle compared to any sort of a glue bond, but the first key I tried was only .008″ (0.2mm) of plastic, which nobody should expect to be strong.
It turns out that my hacksaw blade makes a .029″ slot, and so I devised one more experiment with a key of that width. This time, the axle included an isolated central core, effectively bringing the experiments on split axles together with those on wheels. The results are encouraging, and indeed the plastic key improves the performance not only of the wheel, but of the split axle as well:
123Average.029 keyed wheel on isolated axle759713669713 g
Let’s summarize the findings of all the experiments from the past month:
ConfigurationAverage suspended weight at failure (g)Average torque at failure (mNm)
Wheel interference fit22355
Wheel with capillary CA26364
Wheel with .008″ key35887
Wheel with Solder (did not fail)1674410
Wheel with CA434106
Wheel with CA and .008″ key559137
Wheel with capillary Loctite 29031276Wheel and plain split axle with .029″ key713175
D-shaped split axle heated33983
Plain split axle heated33883
D-shaped split axle poor mix16039
Plain split axle poor mix19949
D-shaped split axle39196
Plain split axle570140* Wheel with solder failed to break.
While soldering the wheel to the axle clearly makes the best joint with the axle, it also far out-strips the performance of the split axle itself. I’ve not (yet) devised a method to hold the axle together with the same strength. However, these joints only need to be as strong as the maximum of the torque delivered by the motor to the gearbox and the joint between the final gear and the axle.
I was unable to find the original specs for either motor. However, I was able to find specs for Maxon 12mm motors, which are similar. These range from 2.88 to 4.12 mNm of torque. At the output end of a 28:1 gearbox, that corresponds to no more than 115 mNm.
The options for mounting the final gear to the axle are more open than for mounting the wheels; I don’t recall what exactly I used. I could use Loctite 271, which according to the spec sheet would result in a 4700 mNm failure point. Even Loctite 242 would yield a 2300 mNm joint. According to my experiments, mounting the final gear with CA would yield a 106 mNm joint that ranges over 70 to 135 mNm and is therefore likely to break before the motor stalls.
If the mechanism jams due to derailment or a dropped connecting rod, we would prefer the motor to stall, rather than compromising the future running of the locomotive by breaking one of the glued joints. For a 12mm motor and 28:1 gearbox as with #622, that means the following:
- Loctite 242 or 271, but not 290 for assembling the final gear to the axle.
- A good epoxy bond and a plain split axle (this is the failure)
- Either a soldered or a .029″ keyed joint with the wheel
#10 sports a 12×24 motor and a High Level Kits 120:1 gearbox. The output torque from this combination could be as high as 494 mNm, which is well beyond any of the joints tested, with the possible exception of solder. I shall have to come up with a plan before fixing that engine.
#10 #622 #percy #wheels